顧客からの要求や設備故障が原因のため、生産管理では対応できない問題と諦めていましたが、同じような生産管理システムを導入している同業他社では、トラブルが少なく、効率的な生産ができているという話を聞き、自社のトラブルの日常化の原因は、属人化した生産管理の問題であることに気づきました。経験や感覚で効率重視の生産計画を維持しようとする管理が注文変動や短納期要求、設備トラブルに対応できず、製造を混乱させる原因となっていました。
【管理ロジックの標準化とシステム化】
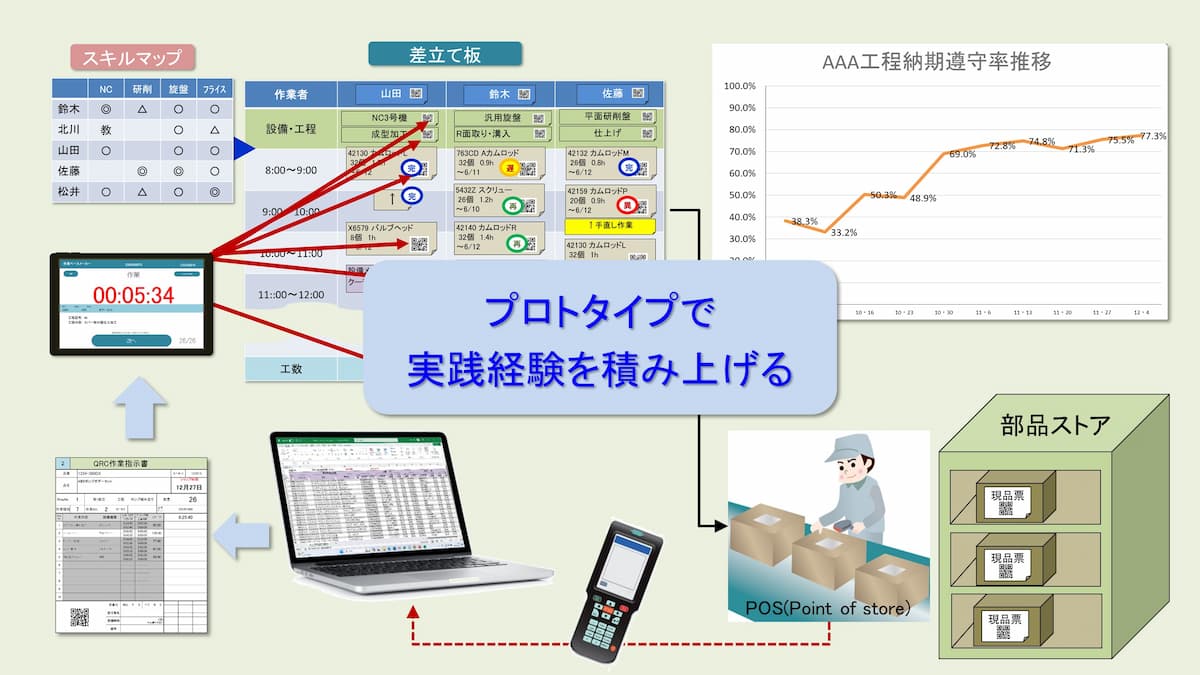
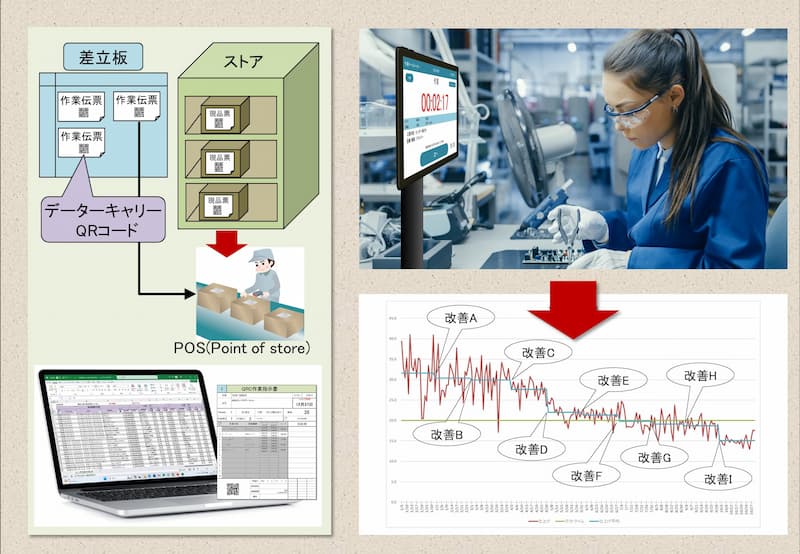
受注情報の生産指示展開と実績からの計画修正を行う生産計画と統制限定のプロトタイプ生産管理システムを2ヶ月で作成し、注文変動や短納期対応、設備トラブルを前提した生産管理のロジックと管理ノウハウを実践しながら、作り上げて標準化し、実績からの改善を取り返して、自社に最適な生産管理システムを構築することができ、属人化した管理から脱却することできました。データと仕組みによる管理によって、注文変動や短納期要求にも柔軟に対応できるようになり、設備トラブルへの対処も混乱なくできるようになり、日常化していたトラブルの発生を抑えることができるようになりました。